


Shell molding is a metal casting technique which involves pouring molten metal into a disposable mold. The mold in shell mold casting is a thin-walled shell made by enclosing a pattern in a sand-resin combination. Many shell molds are created using the design of a metal piece in the form of the desired portion. Higher manufacturing rates are possible with reusable patterns, and complex geometries can be cast using disposable molds. A metal pattern, oven, sand-resin mixture, dump box, and molten metal are all necessary for shell mold casting.
Shell moulding is a flexible and precise casting method that can be utilized to create castings of top-notch quality.The steps involved in the shell moulding process are quite simple.
A metallic pattern having a shape of a desired casting is made in one-half carbon steel material. The goal is to create a shell moulding pattern that closely resembles the part or component that will be cast.Two pieces of a different metal, usually iron or steel, are joined together to form the pattern, which is usually shaped to match the intended shape of the finished part or component. In addition to steel and iron, other materials are frequently used, such as aluminium for low-volume manufacturing or graphite to cast the reactive elements.
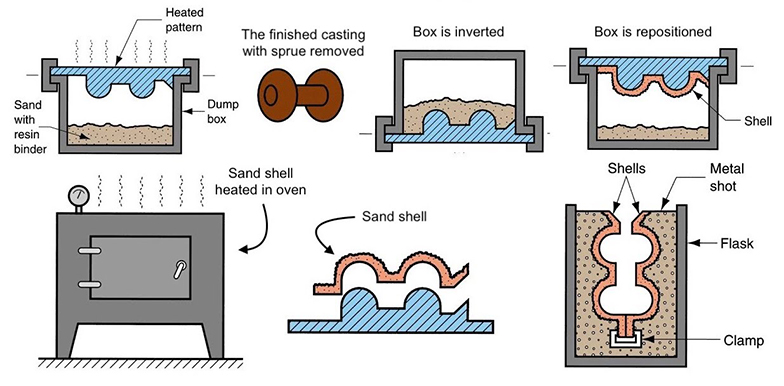
During the creation of the mold, each pattern half is heated somewhere from 175–375°C and coated with a lubricant to facilitate removal. The heated pattern is fastened to the dump box, which is filled with a resin binder and sand combination. The dump box is inverted thereby allowing the sand-resin mixture to coat the pattern.The mixture around the pattern forms a shell after being partially cured by the heated pattern. Each pattern half and the surrounding shell are cured to completion in the oven and then the shell is ejected from the pattern.
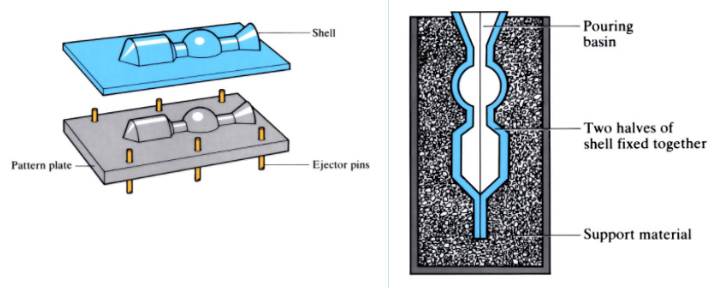
The entire shell mould is created by joining two shells and tightly clamping them together.The two shell pieces must be completely linked by utilizing glue or other fasteners and properly secured before the shell mould casting process is complete.Then comes the assembly part when the core and shell mold is ready. The core is taken out of its core box and the shell mould is taken out of its pattern. Glue, or glue used in conjunction with other fasteners, is used to tightly seal the two pieces together.If inserting a core is necessary, it should be done before sealing the mould. Following that, a flask will be filled with the shell mould, which will be supported by a piece of backing material.
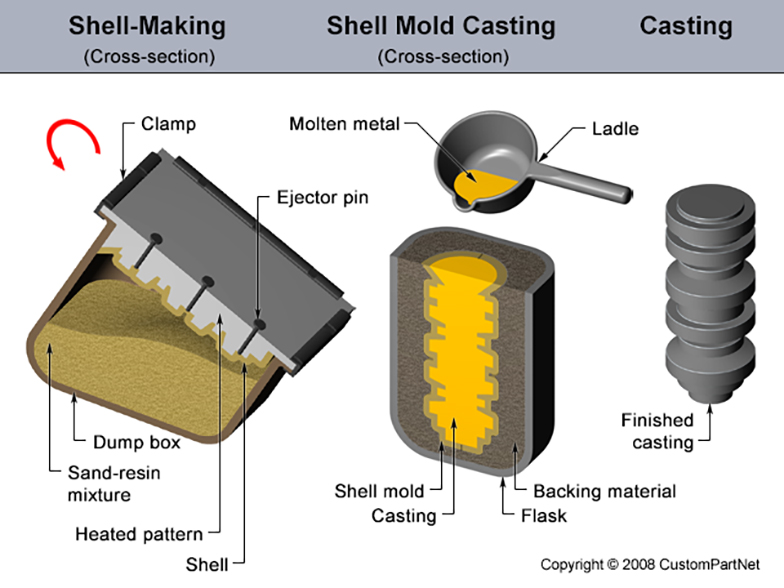
Pouring molten metal into the cavity of the shell mould is the fourth step in the shell-casting process. Several types of metals and alloys, including steel and iron, are used in the shell-casting process. No matter the attribute, the metals or alloys are heated to a liquid condition and then poured into the cavity of the shell mould to create a firm shell.
The molten metals are then allowed to cool and solidify into the final shell-casting process shape. The pattern parts should typically be stored at room temperature. When pattern portions cool, the molten metal progressively hardens into a protective shellin the shape of the final casting.
The mould can be broken and the casting removed once the molten metal has cooled.Trimming and cleaning processes are required to remove any excess material in the shell molding process and get rid of any extra metal in the feed system and any sand in the mold.
Shell moulding is a type of moulding that uses a mould to produce new objects, frequently out of base material. Its usage of resin-coated sand as a base material makes it distinctive.Sand fills the cavity of the heated mould as it reacts with the heat when it is poured into the mould. As a result of this reaction inside the mould, some of the resin-covered sand forms a shell that is later removed using ejector pins.Although shell mould casting has some drawbacks, it is still one of the best ways to swiftly and accurately produce complicated parts while avoiding the labour costs involved with conventional sand casting procedures.You should carefully consider both the benefits and drawbacks of this process before choosing whether or not it is appropriate for your project in order to make the best choice for how to proceed. If shell mould casting is indeed what you require, then rest assured that you'll be getting a high-quality product at a fair price when compared to other options currently on the market.
Ghaziabad Precision Products (GPP) was established in 1988 with the goal of creating a technical conglomerate that specialised in Diesel Engine Valve Train Components solutions. It manufactures 12 million pushrods annually in three plants that specialize in solid forged, solid welded, projection welded, and press fit types.Customers both domestically and internationally embraced the product right away.The company's product line has grown over time to include rocker arms, shafts, and assemblies in addition to push rods.
GPP continuously investigates new business possibilities, potential engine valve train solutions for Euro V and VI compliance, and professional guidance on international regulations in order to advance and upgrade technology.GPP thinks it is crucial to provide top-notch goods at a reasonable price in order to stay competitive in a dynamic international market. The GPP is moving forward toward a bright future and becoming one of the world's preferred suppliers of valve train components with well-defined short-term plans and long-term growth strategies.It aims to provide clients with products and services that are error-free and delivered on time.The four cornerstones of GPP are quality, price, delivery, and services.